









Млазница за хранење прав
1. Тронасочна/четиринасочна коаксијална млазница за снабдување со прав: правот се испушта директно од тринасочната/четиринасочната, конвергентен во една точка, точката на конвергенција е мала, насоката на прав е помалку засегната од гравитацијата, а насоченоста е добра, погодна за тродимензионална ласерска реставрација и 3D печатење.
2. Прстенеста коаксијална млазница за снабдување со прав: Правот се внесува преку три или четири канали, а по третманот со внатрешна хомогенизација, правот се испушта во прстен и конвергира. Точката на конвергенција е релативно голема, но порамномерна и е посоодветна за ласерско топење со големи точки. Погодна е за ласерско обложување со агол на наклон во рамките на 30°.
3. Странична млазница за полнење прав: едноставна структура, ниска цена, лесна инсталација и прилагодување; растојанието помеѓу излезите за прав е големо, а контролата на правот и светлината е подобра. Сепак, ласерскиот зрак и влезот на прав се асиметрични, а насоката на скенирање е ограничена, па затоа не може да генерира униформен слој за обложување во која било насока, па затоа не е погодна за 3D обложување.
4. Млазница за снабдување со прашок во облик на прашок: внесување на прашок од двете страни, по третманот со хомогенизација од страна на модулот за излез на прашок, излез на прашок во облик на прашок и собирање на едно место за да се формира точка за прашок во облик на лента од 16mm*3mm (може да се прилагоди), и соодветната комбинација на точки во облик на лента може да реализира поправка на површини со ласер во голем формат и значително да ја подобри ефикасноста.
Внесувач на прав
Главни параметри на двојно цилиндрично ...
Модел на хранилка за прав: EMP-PF-2-1
Цилиндар за хранење со прав: хранење со прав со двоен цилиндар, контролирано независно од PLC
Контролен режим: брзо префрлување помеѓу дебагирање и режим на производство
Димензии: 600ммX500ммX1450мм (должина, ширина и висина)
Напон: 220VAC, 50HZ;
Моќност: ≤1kw
Големина на честички од прашок што може да се испратат: 20-200μm
Брзина на дискот за полнење прав: 0-20 вртежи во минута безстепена регулација на брзината;
Точност на повторување на хранењето со прав: <±2%;
Потребен извор на гас: Азот/Аргон
Друго: Работниот интерфејс може да се прилагоди според барањата


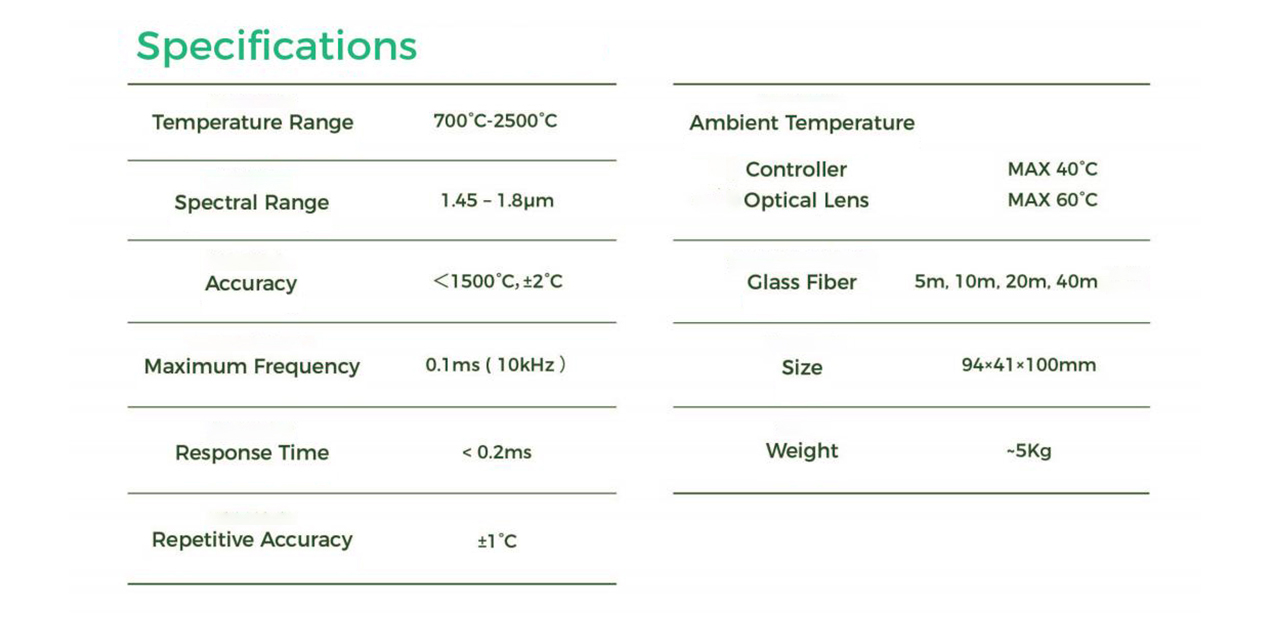
Ласерски пирометр
Контролата на температурата во затворена јамка, како што се ласерско гаснење, обложување и површинска обработка, може прецизно да ја одржи температурата на стврднување на рабовите, испакнатините или дупките.
Температурниот опсег на тестирање е од 700℃ до 2500℃.
Контрола со затворена јамка, до 10kHz.
Моќни софтверски пакети за
поставување на процесот, визуелизација и
складирање на податоци.
Индустриски l/o терминали со 24V дигитални и аналогни 0-10V l/o за линија за автоматизација
интеграција и ласерско поврзување.
Предности на ласерско обложување


Апликации за ласерско обложување
●Во автомобилската индустрија, како што се вентили на моторот, жлебови на цилиндрите, запчаници, седишта на издувните вентили и некои делови што бараат висока отпорност на абење, отпорност на топлина и отпорност на корозија;
●Во воздухопловната индустрија, некои легирани прашоци се обложуваат на површината на титанските легури за да се реши проблемот со титанските легури. Недостатоци се големиот коефициент на триење и слабата отпорност на абење;
● Откако површината на калапот во индустријата за калапи ќе се третира со ласерско обложување, неговата површинска тврдост, отпорноста на абење и отпорноста на високи температури значително се подобруваат;
● Примената на ласерско обложување за ролни во челичната индустрија стана многу честа појава.
параметар
Принцип на работа на ласерско обложување
Со додавање на материјали за обложување на површината на подлогата и користење на ласерски зрак со висока густина на енергија за да се спои со тенкиот слој на површината на подлогата, на површината на подлогата се формира металуршки врзан слој за обложување.
Треба да знаеме
Ако сакате да знаете дали ласерското обложување е соодветно за вас, треба да ги кажете следниве точки:
1. Од кој материјал е вашиот производ; од кој материјал е потребно обложување;
2. Обликот и големината на производот, најдобро е да се обезбедат фотографии;
3. Вашите специфични барања за обработка: позиција за обработка, ширина, дебелина и перформанси на производот по обработката;
4. Потребна е ефикасност на обработка;
5. Колкав е условот за трошоци?
6. Видот на ласер (оптички влакна или полупроводник), моќноста и саканата големина на фокусот; дали станува збор за помошен робот или за машинска алатка;
7. Дали сте запознаени со процесот на ласерско обложување и дали ви е потребна техничка поддршка;
8. Дали постои прецизен услов за тежината на главата за обложување на ласерот (особено оптоварувањето на роботот треба да се земе предвид при потпирање на роботот);
9. Кој е рокот на испорака?
10. Дали ви е потребна проверка (доказ за потпора)







