




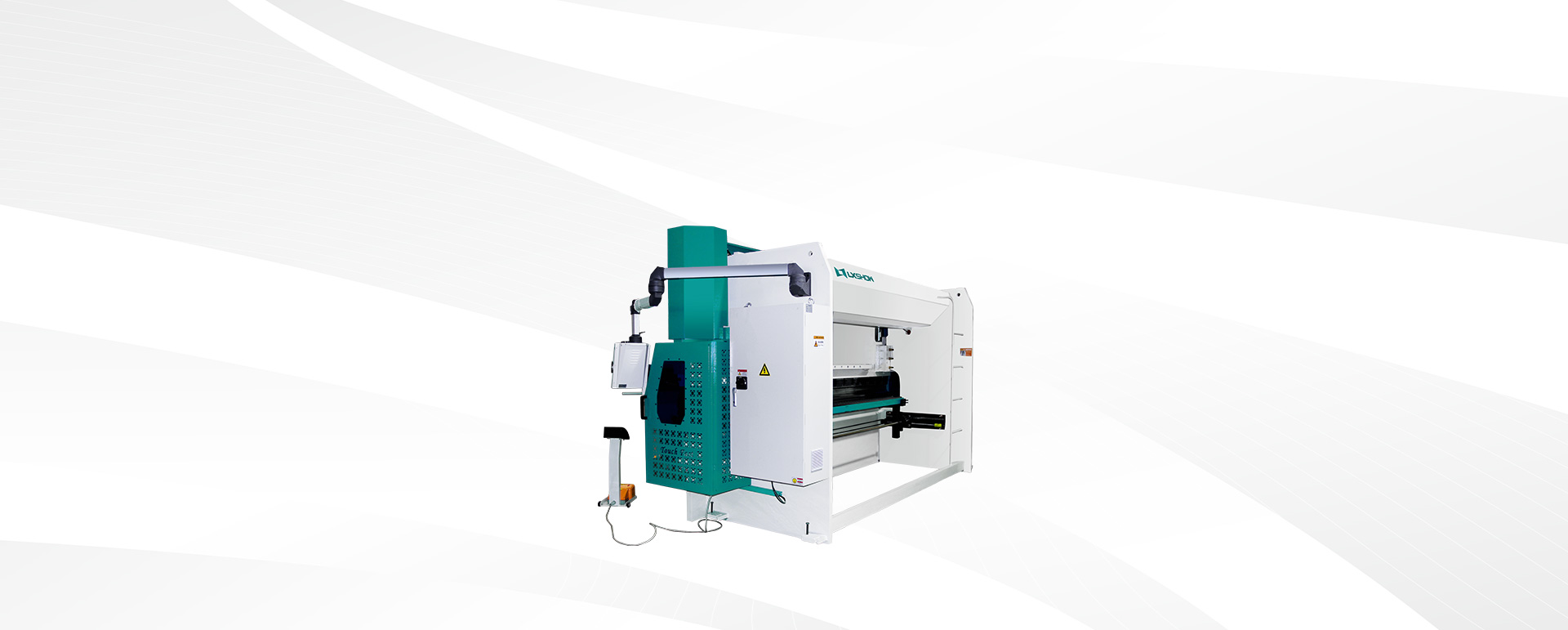

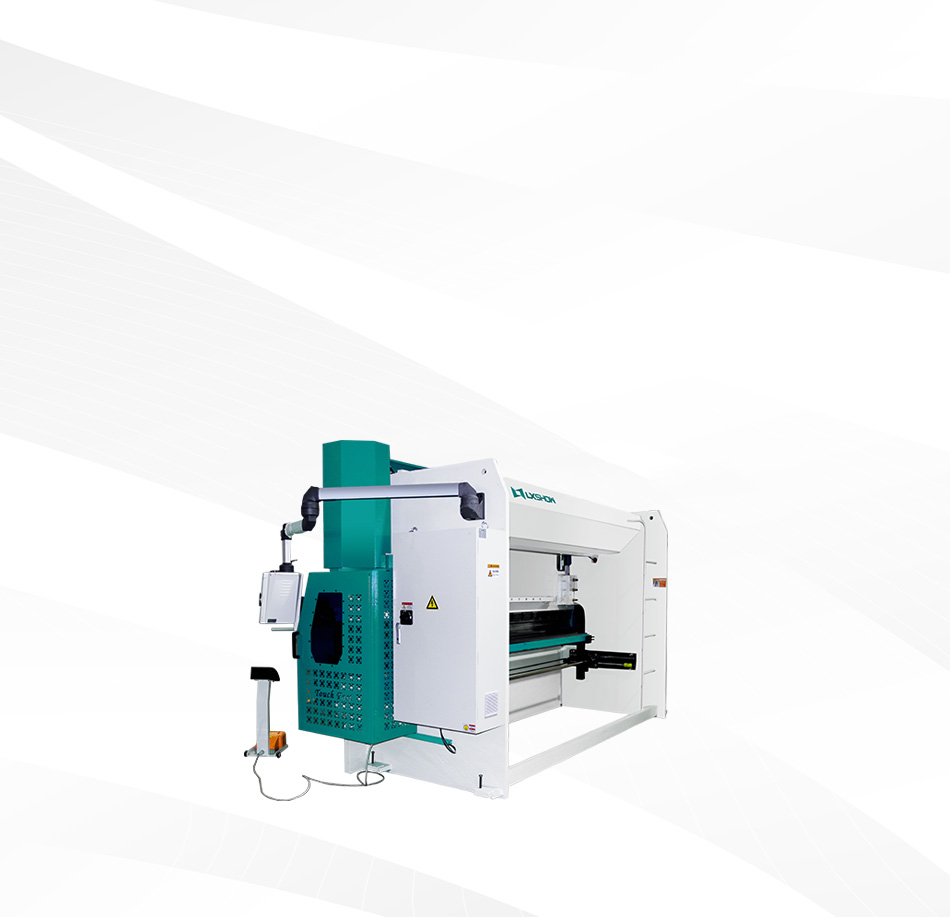

Wc67K-63t1600 Голема виткачка индустриска лимена сопирачка за продажба

1. Лизгачкиот блок го прифаќа механизмот за синхронизација на торзионото вратило, а двата краја на торзионото вратило се инсталирани со високопрецизно конусно центрирање (тип K), а левиот крај е опремен со ексцентричен механизам за прилагодување, што го прави синхроното прилагодување на лизгачкиот блок практично и сигурно.
2. Употребата на механизмот за компензација на отклонувањето на горниот дел од калапот, преку прилагодување, може да го направи горниот отвор на калапот по целата должина на машината да добие специфична крива, за да се компензира механичката маса за оптоварување и лизгањето произведени од отклонувањето, со што се подобрува точноста на свиткувањето на работното парче.
3. Во прилагодувањето на аголот, редукторот на црвскиот запчаник го движи формирањето на движењето на механичкиот блок во цилиндарот, а вредноста на положбата на цилиндарот се прикажува со бројачот на движење.
4. Горниот и долниот механизам за прилагодување се поставени на фиксното место на работната маса и ѕидниот панел, што го прави прилагодувањето практично и сигурно кога аголот на свиткување е малку различен.
5. Десната страна на колоната е опремена со далечински вентил за регулирање на притисокот, така што големината на прилагодувањето на притисокот во системот е погодна и сигурна.
| Не. | име | параметар | Единица | |
| 1 | Номинален притисок | 630 | KN | |
| 2 | Должина на табелата | 1600 | mm | |
| 3 | Растојание помеѓу куќиштата | 1280 | mm | |
| 4 | Длабочина на грлото | 250 | mm | |
| 5 | Удар на рам | 100 | mm | |
| 6 | Отворена МАКСИМАЛНА висина | 320 | mm | |
| 7 | Генерално Димензии | L | 1960 мм | mm |
| W | 1750 мм | mm | ||
| H | 2230 мм | mm | ||
| 8 | Моќност на главниот мотор | 5,5 | Kw | |
| 9 | Тежина на машината | 3 | Тони | |
| 10 | Времиња на патување | 12 | пати/мин | |
| 11 | Напон | 220/380/420/660 | V | |
![]()
| Модел | Тежина (т) | Дијаметар на цилиндарот (мм) | Мозочен удар (мм) | Гипс картон (мм) | Лизгач (мм) | Подигнувач на клупа (мм) |
| WC67K-30T1600 | 1.4 | 95 | 80 | 18 | 20 | 20 |
| WC67K-40T2200 | 2.1 | 110 | 100 | 25 | 30 | 25 |
| WC67K-40T2500 | 2.3 | 110 | 100 | 25 | 30 | 25 |
| WC67K-63T2500 | 3.6 | 140 | 120 | 30 | 35 | 35 |
| WC67K-63T3200 | 4 | 140 | 120 | 30 | 35 | 40 |
| WC67K-80T2500 | 4 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T3200 | 5 | 160 | 120 | 35 | 40 | 40 |
| WC67K-80T4000 | 6 | 160 | 120 | 35 | 40 | 45 |
| WC67K-100T2500 | 5 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T3200 | 6 | 180 | 140 | 40 | 50 | 50 |
| WC67K-100T4000 | 7,8 | 180 | 140 | 40 | 50 | 60 |
| WC67K-125T3200 | 7 | 190 | 140 | 45 | 50 | 50 |
| WC67K-125T4000 | 8 | 190 | 140 | 45 | 50 | 60 |
| WC67K-160T3200 | 8 | 210 | 190 | 50 | 60 | 60 |
| WC67K-160T4000 | 9 | 210 | 190 | 50 | 60 | 60 |
| WC67K-200T3200 | 11 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T4000 | 13 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T5000 | 15 | 240 | 190 | 60 | 70 | 70 |
| WC67K-200T6000 | 17 | 240 | 190 | 70 | 80 | 80 |
| WC67K-250T4000 | 14 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T5000 | 16 | 280 | 250 | 70 | 70 | 70 |
| WC67K-250T6000 | 19 | 280 | 250 | 70 | 70 | 80 |
| WC67K-300T4000 | 15 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T5000 | 17,5 | 300 | 250 | 70 | 80 | 90 |
| WC67K-300T6000 | 25 | 300 | 250 | 80 | 90 | 90 |
| WC67K-400T4000 | 21 | 350 | 250 | 80 | 90 | 90 |
| WC67K-400T6000 | 31 | 350 | 250 | 90 | 100 | 100 |
| WC67K-500T4000 | 26 | 380 | 300 | |||
| WC67K-500T6000 | 40 | 380 | 300 |
![]()
![]()
![]()
![]()
Детали за производот

Контролен систем: Естун Е21
1 Лесен за ракување: Овој систем има повеќестепено програмирање, може да се менува во секое време во различни големини.
2 Рачна функција: Практично дебагирање и инсталација, со рачен режим за прилагодување на потребната големина.
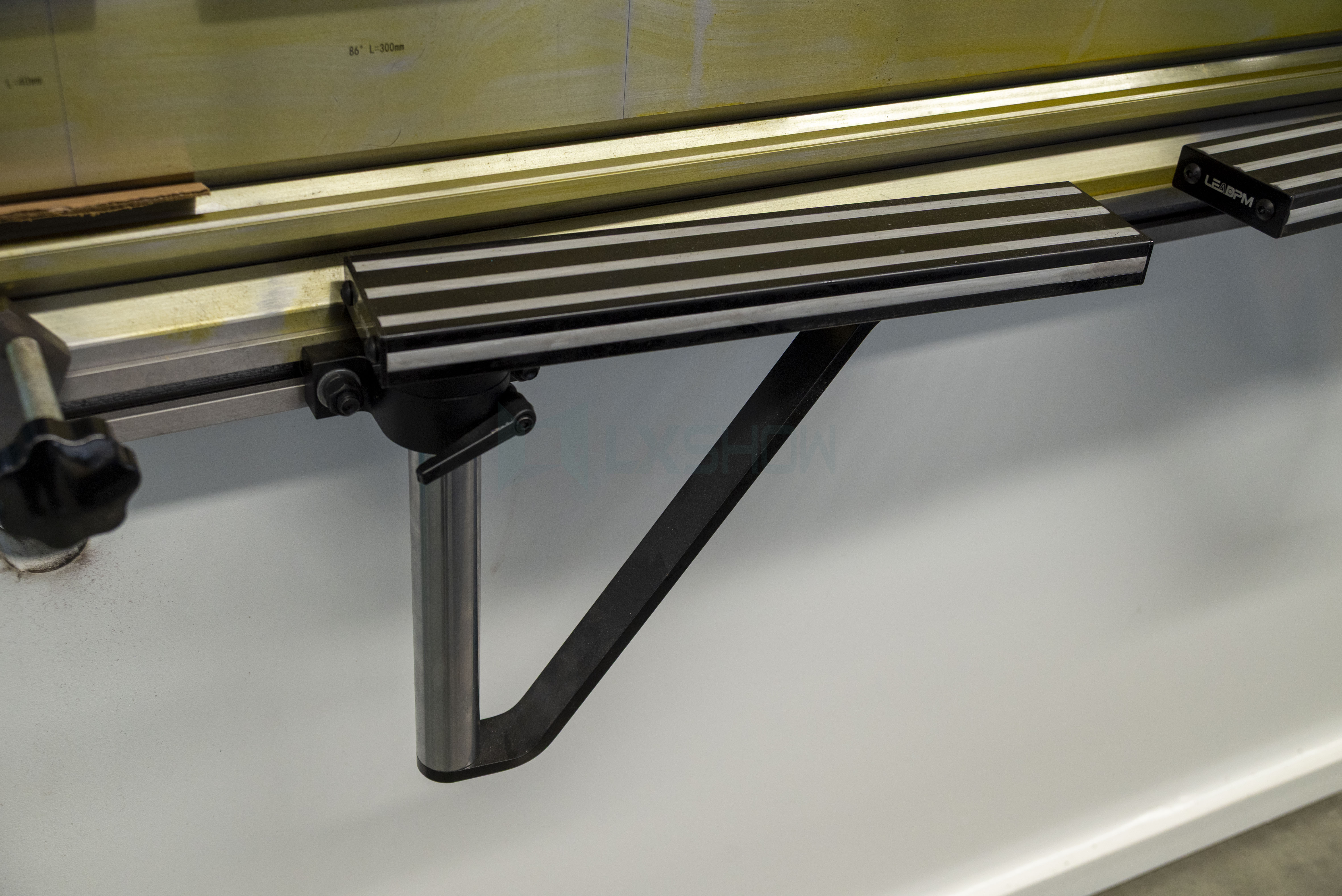
Преден држач
Поставен на страната од масата, фиксиран со завртки. Може да се користи како потпора при свиткување на широки и долги плочи.

Задна бариера
Задниот механизам за запирање со завртка од типот Т е управуван од мотор. Позиционирачкиот запирање се однесува на гредата од алуминиумска легура што лесно може да се движи и да го свиткува работниот дел по желба.

Електрични машини
Висок квалитет, иновација, ефикасност

Ножен прекинувач
Контролирајте го стартувањето и запирањето на машината за виткање за да постигнете прецизна контрола на процесот на виткање

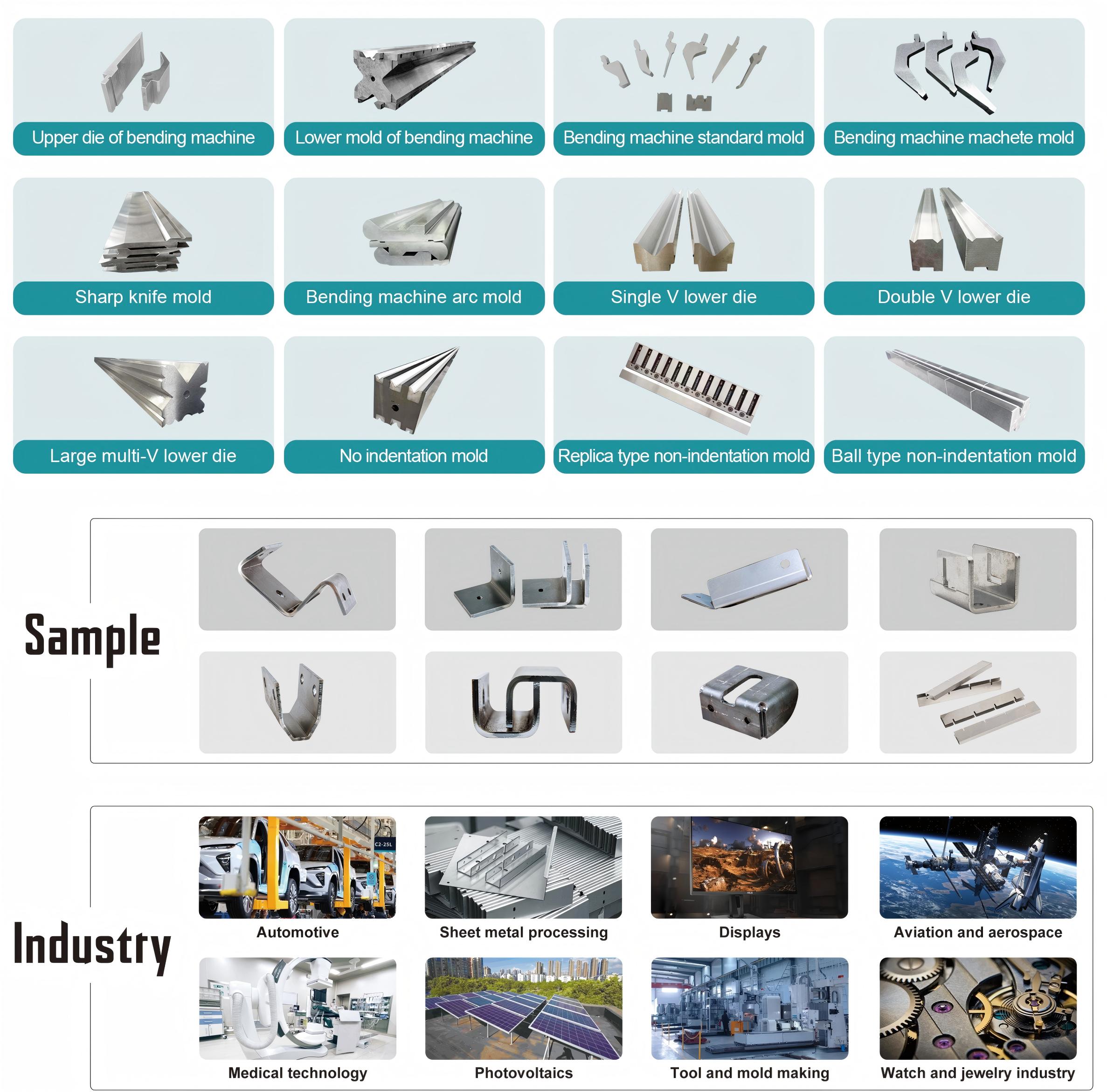
Мостра изложба и индустрија
Пакување

Фабрика

Нашата услуга
Посета на клиент

Активност офлајн

Најчесто поставувани прашања
П: Дали имате CE документ и други документи за царинење?
A: Да, имаме CE, ви нудиме едношалтерска услуга.
Прво ќе ви покажеме, а по пратката ќе ви дадеме CE/листа за пакување/комерцијална фактура/договор за продажба за царинење.
A: Можете ли да ми ги кажете вашите материјали: cs или ss и нивната дебелина? И најголемата ширина на свиткување? Потоа ќе го потврдам моделот на машината за вас.
-

WG67K-160t3200 Lxshow CNC лим преса за метал...
-

LX-1030 CNC челичен лим целосно електричен...
-

WE67K-100t4000 Електричен CNC бакарен челичен лим ...
-

WG67k-40T1600 Прифатлива високоефикасна метална ...
-

WE67K-125T4000 Висококвалитетен автоматски CNC свиткувачки...
-

WC67K-100T4000 Серво CNC метален бен...











